
Tổng quan về máy:
1. Thiết bị chủ yếu bao gồm cơ chế kết nối trục Y, bộ phận phát hiện kích thước CMM, bộ phận quét laser, bộ phận đá cẩm thạch, bộ phận tủ và phần mềm điều khiển.
2. Bộ phận phát hiện kích thước CMM và bộ phận quét laser được lắp trên đá cẩm thạch để đảm bảo rằng lỗi phát hiện và hiệu ứng đánh dấu laser sẽ không thay đổi sau khi di chuyển tốc độ cao trong thời gian dài.
3. Các thành phần của tủ được làm bằng ống vuông và tấm kim loại, giúp thiết bị chắc chắn và đẹp mắt.
4. Mô-đun kết nối trục Y cho phép thiết bị tiếp nhận vật liệu một cách chính xác, trong khi quá trình tải và dỡ diễn ra ở cùng một vị trí.
5. Phần mềm được phát triển độc lập và các chức năng tương tự đã được áp dụng cho nhiều dự án và chạy ổn định trong thời gian dài.
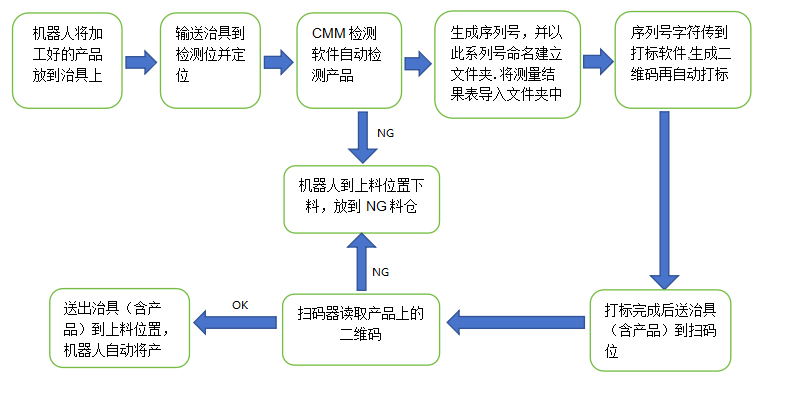
Quy trình thiết bị: Robot A nạp liệu — Kiểm tra tự động CMM — Đánh dấu tự động bằng laser — Dỡ liệu Robot A.
1. Robot tải và dỡ vật liệu tại cùng một vị trí, với thiết bị được lắp đặt cách màn hình 900mm và bệ đỡ chân được lắp đặt ở độ cao 200mm.
2. Vật liệu đầu vào: Robot vận chuyển sản phẩm đến vị trí được chỉ định của máy đo CMM, và robot phát tín hiệu để thông báo cho CMM về vật liệu đầu vào. Sản phẩm không có bộ phận cố định, và sản phẩm sẽ giữ nguyên hướng sau khi ra khỏi máy CNC. Robot sẽ không xoay theo bất kỳ hướng nào khi nhặt sản phẩm, nhưng không thể loại trừ khả năng xảy ra lỗi.
3. Độ chính xác định vị của robot +/- 0,05 mm.
4. Tất cả sản phẩm đều có đường kính ngoài là 228mm.
5. Hoàn toàn tự động, không cần sự can thiệp của con người, với bốn loại sản phẩm (một số tính năng có thể hơi khác nhau). Sản phẩm không có mã QR hoặc mã vạch để phân biệt mẫu mã; thay vào đó, nhân viên sẽ tự tay chọn chương trình đo lường sản phẩm tương ứng được lưu trên máy tính để phân biệt vật liệu đầu vào.
6. Mô tả chức năng thiết bị: Tự động đo kích thước sản phẩm cần thiết. Sau khi đo, kết quả được lưu vào một thư mục có tên là số sê-ri. Tên số sê-ri này do khách hàng chỉ định trước (số + chữ + ký hiệu). Số sê-ri sau đó được truyền đến máy đánh dấu, tự động tạo mã QR hoặc mã vạch tương ứng và áp dụng dấu. Máy sau đó tự động quét mã để xác minh hiệu quả đánh dấu. Ví dụ: Số sê-ri www.clatchindustries.com/xxxxx/xxxxx/selialnumber (49 chữ số)
Biểu đồ quy trình xử lý thiết bị:
Linh kiện kiểm tra kích thước CMM/linh kiện quét mã vạch laser:
1. Cơ chế trục X sử dụng hệ thống định vị servo mô-đun có độ chính xác cao, cho phép chuyển động tốc độ cao, không rung. Nó cũng được trang bị thang đo quang học có độ chính xác cao để phát hiện vị trí trực tuyến theo thời gian thực, đảm bảo độ chính xác định vị ≤0,002mm.
2. Hai bộ trục Z có thể điều chỉnh ±80mm, cho phép tự động điều chỉnh tiêu cự của camera/laser, tạo điều kiện thuận lợi cho việc gỡ lỗi camera/laser/thiết bị đo chiều cao/máy quét mã vạch, v.v.
3. Toàn bộ quy trình kiểm tra không tiếp xúc. Bộ thu bụi loại bỏ bụi sinh ra trong quá trình khắc laser, ngăn ngừa hư hỏng thứ cấp hoặc nhiễm bẩn cho sản phẩm.
4. Các mô-đun kết nối trục X và Y có thể bao phủ diện tích 250 * 250mm, chứa các sản phẩm có đường kính tối đa 228mm, đảm bảo kết quả kiểm tra nhất quán và cải thiện độ chính xác của kích thước sản phẩm.
5. Camera có độ chính xác cao, kết hợp với ống kính và nguồn sáng tùy chỉnh, cung cấp độ chính xác kiểm tra toàn diện ≤0,05mm đối với các kích thước trên hình ảnh sản phẩm được khâu trong một trường nhìn nhất định.
Lắp ráp đồ gá và cơ chế kết nối trục Y:
1. Trong quá trình thử nghiệm, đáy sản phẩm cần tiếp xúc với kính để đảm bảo bề mặt thử nghiệm của tất cả sản phẩm đều ở cùng độ cao trong quá trình đo. Điều này tạo điều kiện thuận lợi cho việc chuẩn hóa các thông số hiệu chuẩn và tránh ảnh hưởng của lỗi riêng của thiết bị đến việc chụp ảnh của camera.
2. Chức năng của bốn khối định vị: giữ cố định vị trí phát hiện sản phẩm, giảm lỗi hiệu chỉnh hình ảnh, cải thiện độ chính xác phát hiện và đồng thời loại bỏ nguy cơ sản phẩm di chuyển trong quá trình dịch chuyển trục Y, đảm bảo tính xác thực của quá trình phát hiện.
3. Mục đích của xi lanh nâng là tạo điều kiện tiếp xúc giữa cánh tay robot và kính khi đặt/lấy vật liệu, điều này có nguy cơ làm hỏng kính.
4. Độ chính xác định vị của cơ cấu này nằm trong khoảng ±0,02mm. Mô-đun trục Y + lưới + động cơ servo có thể đạt được độ chính xác lặp lại cao của các vị trí như giữ/gắp/gắp, phát hiện và đánh dấu.
Các thành phần của giá đỡ:
1. Chức năng phát hiện và laser được điều khiển độc lập trên hai máy tính riêng biệt, trong khi sử dụng chung một màn hình. Bộ chuyển mạch cho phép dễ dàng chuyển đổi giữa hai máy tính để vận hành thuận tiện.
2. Vị trí đặt/lấy vật liệu có thể được tùy chỉnh theo yêu cầu của khách hàng. Phương pháp trên sử dụng cả phần trên và phần dưới cùng một vị trí, tiết kiệm không gian tối đa.
3. Đèn báo ba màu có tác dụng cảnh báo: màu đỏ cho biết thiết bị đang báo động và không thể vận hành; màu xanh lá cây cho biết thiết bị đang chạy; và màu vàng cho biết thiết bị đang chờ vật liệu.
THÔNG SỐ KỸ THUẬT:
|
dự án |
tham số |
|
|
Phạm vi phát hiện (mm*mm) |
350*350 (có thể tùy chỉnh), phương pháp ghép nối |
|
|
Tốc độ di chuyển tối đa của nền tảng (mm/giây) |
300 |
|
|
sự chính xác |
Độ lặp lại của mô-đun (mm), bao gồm thước đo lưới |
±0,02 |
|
Độ chính xác phát hiện (mm) |
±0,05 |
|
|
Máy ảnh (W) |
2000W (có thể thay đổi tùy theo hiệu suất thực tế) |
|
|
Công suất laser (W) |
30W (có thể điều chỉnh dựa trên kết quả thực tế) |
|
|
Phạm vi đánh dấu (mm) |
110*110 |
|
|
Kích thước mã QR (mm) |
10*10-20*20 (49 ký tự), tùy thuộc vào bằng chứng thực tế. |
|
|
Hiệu quả thiết bị |
<2 phút/chiếc |
|
|
Phương pháp phát hiện |
Phát hiện trực tuyến |
|
|
Yêu cầu về vật liệu đầu vào của sản phẩm |
Bề mặt cần thử nghiệm phải càng sạch càng tốt, không có tạp chất, dầu/ nước và các chất lỏng khác , cũng như mạt sắt, và độ phẳng phải nhỏ hơn 0,1 mm. |
|
|
Môi trường sử dụng |
Nhu cầu lưới điện (biến động < ±10%) |
220V xoay chiều |
|
Tổng công suất (KW) |
15 |
|
|
độ ẩm tương đối |
10%~80% |
|
|
Nhiệt độ môi trường |
20~28 |
|
|
Yêu cầu về nguồn khí (sạch và khô) |
Sạch sẽ và khô ráo |
|
